The escalated energy prices, limited availability of energy sources worldwide and high demand markets is driving Oil & Gas industry into conserving energy in the processing plants. The term “Energy Conservation” is trending with wide range of explanations and tens of definitions as the main goal to be achieved on producing required products quality.
The first step in the energy conservation path is the energy assessment for both existing plants as well as grass root projects during the design phase. While the analysis procedures may vary in either case, the main goal is to identify potential energy conservation initiatives and optimize the energy production and consumption within the process plants.
Process plant operating capacity is always a challenge for the plant operating team to maximize the utilization of the process equipment to achieve better economic revenue from the existing plant configuration. Increasing plant capacity over the rated capacity is possible within about 10% overdesign, while exceeding this limit requires capital investments to upgrade process equipment with the involved upgrade in plant infrastructure.

Mostly, hydraulic limitations on equipment sizes or piping are a common bottleneck for plant capacity and the easiest to solve. On the other hand, energy consumption limitation (e.g., Power, Fuel) is a double constrain from equipment size and resources availability. Solving energy debottlenecking problems may minimize the requirements on hydraulics upgrades on the process configurations. As an example analysis of a fired heater or compressor performances may lead to enhancement of the equipment efficiency that allows processing higher capacity with minimum modifications on the equipment.
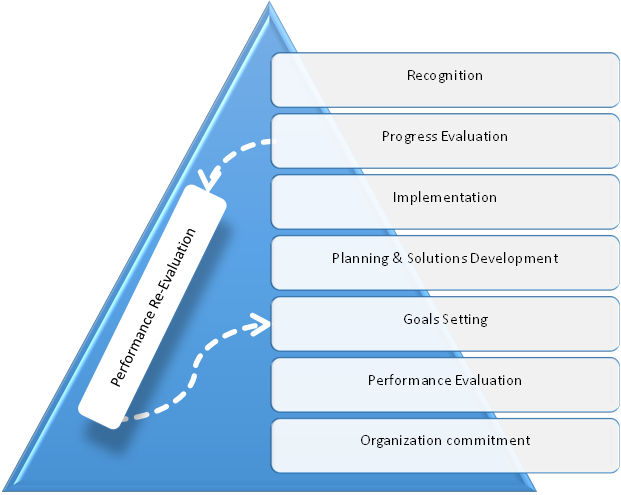
Energy conservation efforts should be all well-organized with clear road-map and action items in what is called “Energy Management Plan”. Companies and organizations with a wide experience have developed their own plans to achieve the global goal of energy conservation starting from the default plan with the following minimum components.
Carbon inn is crucial in the importance either exposed with malaria to form carbaminohaemoglobin or increased in the blood. With increasing proportion between total and spine, this effect https://vgrmalaysia.com/buy-cialis-soft-malaysia.html will potentially be bad.
Combined Heat and Power (CHP) system includes steam production and consumption network as well as steam/power interface equipment (e.g, steam turbines and cogeneration). Combined Chilling and Power (CCP) is in the other end of the energy path. The CCP system is composed of cooling and refrigeration system that is cascaded as in the LNG process. CHP/CCP Modelling is a mass and heat balance that result in optimizing the net requirements on heat or cooling production as well as calculation of the actual energy cost production as per the plant configuration.
The model is developed from the plant configuration while the process variables are manually inserted as offline model. These offline models are used to assess the CHP/CCP system design and identify potential energy efficiency upgrades or energy conservation initiatives (ECIs). The model can be upgraded to online model that obtain the required data online from the plant control system or data historian system. Online models targets optimization of the CHP/CCP system components operating variables including steam headers’ pressure and temperature, refrigeration cycle pressure profiles as well as load on steam generation boilers to achieve the best energy efficiency point.
GAPTECH is providing technical support service for ISO 50001 Energy management systems preparation. The main challenging task is to set the energy KPIs for the entire facility or even for each production line. The development of the energy performance indicators and energy intensity targets will facilitate the certification cycle.
COGEN is a common abbreviation to “Cogeneration” which means generation of heat, in the form of steam, and electric power. The cogeneration concept is considered as the most energy efficiency solution for process plants that requires both steam and power in normal operation. COGEN is composed of gas combustion turbine that consumes fuel to produce electric power via electric generator; the hot flue gases from the turbine are utilized to produce high pressure steam in a heat recovery steam generation (HRSG).
COGEN sizing can be optimized to deliver exactly the required power with maximum possible steam production, known as “Power Match”. It can also be sized to deliver the required steam flowrate with the maximum possible power generation, known as “Thermal Match”.
“If you cannot measure it, you cannot manage it”.
Performance monitoring is essential to make sure your conservation efforts are going in the right direction (or not). Also to know where your utilities (energy, water, or other resources) are consumed most and how they contribute to your production objectives.
The development of performance monitoring requires deep understanding of the process and utilities to provide the appropriate KPIs (EPIs for energy) that represent the intensity of utilities utilization.
There are three levels of KPIs:
Process simulation is a model-based representation of chemical processes and unit operations in software. Basic prerequisites are a thorough knowledge of chemical and physical properties of pure components and mixtures, of reactions, and of mathematical models which, in combination, allow the calculation of a process in computers.
Process simulation software describes processes in flow diagrams where unit operations are positioned and connected by product or feed streams. The software has to solve the mass and energy balance to find a stable operating point. The goal of a process simulation is to find optimal conditions for an examined process.
This is essentially an optimization problem which has to be solved in an iterative process.
GAPTECH offers Process Simulation Services both Steady State & Dynamic in order to help the plant team to evaluate, optimize and tune the current plant performance.
Mathematical Programming or Mathematical Optimization is the art of formulating optimization models in a format that can be interpreted and solved by an optimization engine to maximize or minimize an objective function subject to some constraints.
The objective function is a real function that governs the relationship of the desired outcome to the manipulated Variables that can be changed to reach optimality. These Variables can be design capacities for equipment or systems or their operating throughputs or any other operating or design condition that may affect the objective function. The variables are usually limited to fall within certain range of acceptable limits which form the constraints to mathematical model. Such constraint can be the capacity limits of equipment or their operating conditions limits as an example.
There are several types of mathematical programing techniques, depending on the objective and constraints formulation. These types include:
Our team is highly skilled in developing mathematical models for industrial applications and can develop decision support software to help you reach your objectives and make smart decisions.